18584410111
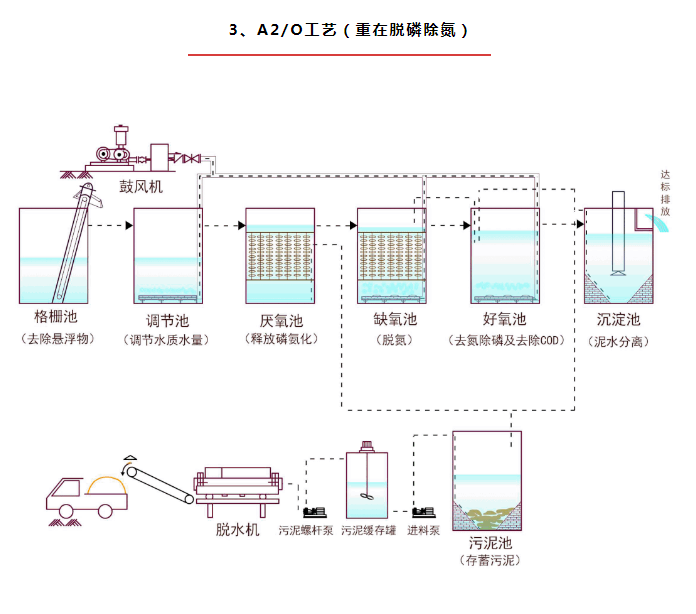
產品描述
Development, design, production and sales in one of the manufacturing enterprises
您是第2969227位訪客
版權所有 ©2024-08-30 黔ICP備20002296號-3 貴州鑫灃源環境科技有限公司 保留所有權利.
手機網站
微信號碼
地址:貴州省 貴陽 烏當區 高新社區服務中心 貴州省貴陽市烏當區新天工業園
聯系人:高經理先生(經理)
微信帳號:15180826270